
|
(1) 超程 当进给运动超过由软件设定的软限位时,就会发生超程报警内容,根据数控系统说明书即可排除故障,解除报警。 (2) 过载 当进给运动的负载过大、频繁正反方向运动及进给传动链润滑状态不良时,均会引起过载故障。一般会在CRT上显示伺服电机过载、过热或过流等报警信息,同时,在强电柜中的进给驱动单元过载和过电流等信息。 (3) 窜动 在进给时出现窜动现象的原因为: ①测速信号不稳定,如测速装置故障和测速反馈信号干扰等。 ②位置控制信号不好或不稳定或受到干扰 ③接线端子接触不良,如螺丝松动。 ④当窜动发生在由正向运动向反向运动的瞬间,一般是由于进给传动链的反向间隙或伺服系统增益过大导致。 (4) 爬行 一般是由于进给传动链的润滑状态不良、伺服系统增益过低及外加负载过大等因素所致。尤其要注意的是,伺服电动机和滚珠丝杠联轴器本身的缺陷 (如裂纹等),可造成滚珠丝杠转动和伺服电动机的转动不同步,从而使进给运动忽慢忽快,产生爬行现象。 (5) 机床振动 分析机床振动周期是否与进给速度相关。 ①如与进给速度相关,振动一般与该轴的速度环增益太高或速度反馈故障有关。 ②若与进给速度无关,振动一般与位置环增益太高或速度反馈故障有关。 ③如振动在加减速过程中产生,往往是系加减速时间设定过小造成的。 (6) 伺服电动机不转 数控系统至进给驱动但愿除了速度控制信号外,还有使能控制信号,一般为+24V DC继电器线圈电压。 ①检查数控系统是否有速度控制信号输出。 ②检查使能信号是否接通。通过CRT观察I/O状态,分析机plc梯形(或流程图),以确定进给轴的启动条件,如润滑和冷却等是否满足。 ③对点电磁制动的伺服电动机,应检查电磁制动是否释放 ④进给驱动单元故障。 ⑤伺服电动机故障。 (7) 位置跟随误差超差报警 当伺服轴运动超过位置允差范围时,数控系统就会产生位置误差过大的报警,包括跟随误差、轮廓误差和定位误差等,主要原因:机械传动系统故障,速度控制电源故障,伺服系统增益设置不当或位置偏差值设定错误,进给传动链累积误差过大,伺服过载或有故障。 (8) 漂移 当指令值为零时,坐标轴仍移动,从而造成位置误差。通过漂移补偿法和驱动单元上的零速度来消除。 (9) 回参考点故障 回参考点故障一般分为找不到参考点和找不准参考点两类,前一类故障一般是回参考点减速开关的信号或零位脉冲编码器零标志或光栏尺零标位是否有故障;后一类故障是参考点开关当块位置设置不当引起的,需要重新调整当块位置。 (10)伺服电动机开机后即自动旋转。主要的原因:位置反馈的极性错误,由于外力使坐标轴产生了位置偏移,驱动器、测速发电伺服电动机或系统位置测量回路不良,电动机或驱动器故障。 |
 水泵机械密封漏水原因及解决方法
水泵机械密封漏水原因及解决方法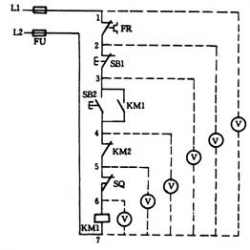 机床电气设备故障诊断方法
机床电气设备故障诊断方法 神奇的机械原理动态图
神奇的机械原理动态图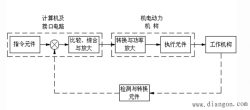 机电控制系统的基本组成结构
机电控制系统的基本组成结构电工学习网 ( )
GMT+8, 2023-3-21 14:49