|
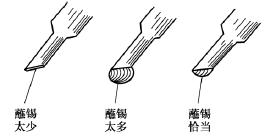
焊点形状关系到焊接的质量,因此焊接过程中必须方法得当、焊点合格。要焊接出合格的焊点,重点是掌握以下技巧。 1.蘸锡量恰当 焊接时,电烙铁头部蘸锡量要恰当,每次以满足一个焊点的焊接需要为准,不可太少,也不可太多,如图1所示。蘸锡量太少将不能一次覆盖焊点,影响焊接牢固度。蘸锡量太多将造成焊点粗大甚至与旁边的电路搭锡短路,还可能在移动电烙铁过程中焊锡下滴造成其他部位短路。
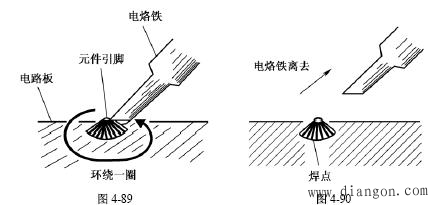
2.焊接方法得当
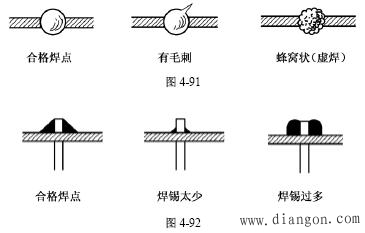
3.对焊点形状的要求 |
 单联双控开关接线图
单联双控开关接线图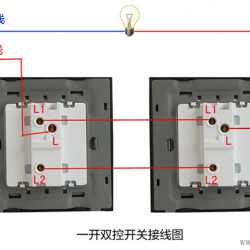 一开双控开关接线图_单控开关实物图_单控双
一开双控开关接线图_单控开关实物图_单控双 实用电工口诀大全
实用电工口诀大全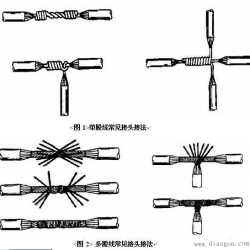 多股电线接头接法图解
多股电线接头接法图解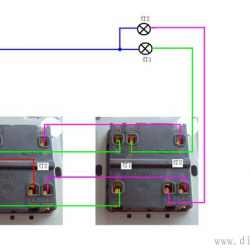 双开双控开关接线图解
双开双控开关接线图解 倒顺开关接线图_两相倒顺开关接线图_220v倒
倒顺开关接线图_两相倒顺开关接线图_220v倒电工学习网 ( )
GMT+8, 2023-8-2 03:18