
|
1.调速范围宽
调速范围是指最高进给速度与最低进给速度之比。由于加工所用刀具、被加工零件材质以及零件加工要求的变化范围很广,为了保证在所有的加工情况下都能得到最佳切削条件与加工质量,要求进给速度能在很大的范围内变化,即有很大的调速范围。目前的先进水平是,在脉冲当量或最小设定单位为1μm的情况下,进给速度能在0~240m/min的范围内连续可调。一般的数控机床,其进给速度都在1mm/min~24m/min的范围之内。即调速范围为1∶24000。在这一调速范围内,要求速度均匀、稳定、低速时无爬行。还要求在零速时,伺服电机处于电磁锁住状态,以保持定位精度不变。 2.位移精度高 即输出的位移量有较高的精度,也就是实际位移与指令位移之差值要小。现代数控机床的位移精度一般为0.01~0.001mm,甚至可高至0.1μm。 3.稳定性好 稳定性是指输出速度的波动要小,当负载发生变化或受到外界干扰的情况下,输出速度应基本不变,即负载特性要硬;在低速时速度应保持平稳均匀,不能有爬行现象。 4.动态响应快 即有高的灵敏度,达到最大稳态速度的时间要短,一般要求在200~100ms,甚至小于几十毫秒。动态响应的快慢,反映了系统跟踪精度的高低,直接影响轮廓加工精度的高低和加工表面质量的好坏。 除此以外,还要求反向死区小,能频繁启、停和正反运动。 |
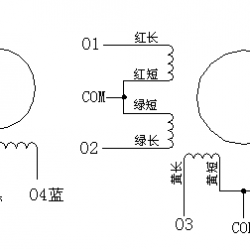 8线步进电机接线方法
8线步进电机接线方法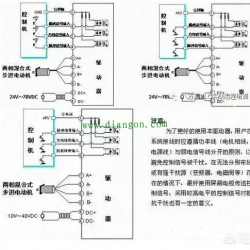 步进电机接线颜色线序定义_步进电机接线图
步进电机接线颜色线序定义_步进电机接线图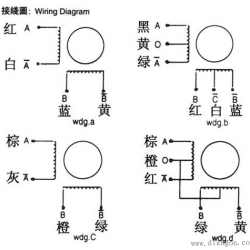 步进电机接线图
步进电机接线图 台达ASD-A2系列伺服驱动器关于AL011报警故
台达ASD-A2系列伺服驱动器关于AL011报警故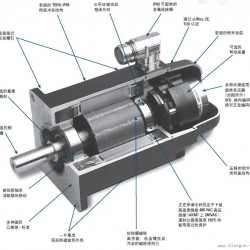 伺服电机的结构图
伺服电机的结构图 旋转编码器安装接线步骤图解
旋转编码器安装接线步骤图解电工学习网 ( )
GMT+8, 2023-5-2 10:55