|
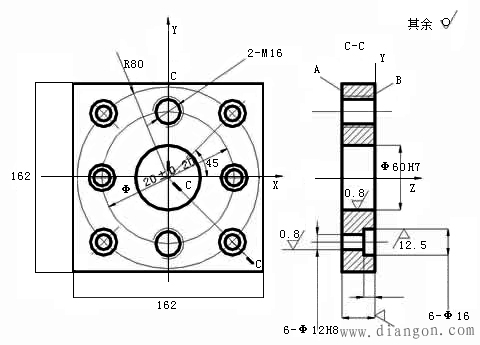
зпЕЖТЗЯпЃК ЃЈ1ЃЉДжЯГКЭОЋЯГBУцЃЛ ЃЈ2ЃЉДжялЁЂАыОЋялКЭОЋялІЕ60H7ПзЃЛ ЃЈ3ЃЉзъЁЂРЉЁЂНТІЕ12H8ПзЃЛ ЃЈ4ЃЉM16ТнЮЦзъПзЁЂЙЅЫПЁЃ 1ЁЂДжЯГBУц O0001ЃЛ N10 G00 G17 G40 G49 G90ЃЛГЬађГѕЪМЛЏ N20 G28 G91 Z0.0ЃЛZжсЛиСу N30 T01 M06ЃЛЛЛT01КХЕЖОп N40 G00 G90 G54 X-135.0 Y45.0 S800 M03ЃЛНЈСЂМгЙЄзјБъЯЕЃЌЕЖОпа§зЊ N50 G43 Z10.0 H01ЃЛНЈСЂЕЖОпГЄЖШВЙГЅ N60 G01 Z0.1 F100 M08ЃЛ N70 G01 X75.0 F70ЃЛДжЯГBУц N80 Y-45.0ЃЛ N90 X-135.0ЃЛ N100 G00 G49 Z10.0 M09ЃЛШЁЯћЕЖОпГЄЖШВЙГЅ N110 G28 G91 Z0.0 M5ЃЛ 2ЁЂОЋЯГBУц N120 T13 M06ЃЛЛЛT13КХЕЖОп N130 G00 G90 X-135.0 Y45.0 S500 M03ЃЛ N140 G43 Z0 H13ЃЛ N150 G01 X75.0 F50 M08ЃЛОЋЯГBУц N160 Y-45.0ЃЛ N170 X-135.0ЃЛ N180 G00 G49 Z10.0 M09ЃЛШЁЯћЕЖОпГЄЖШВЙГЅ N190 G28 G91 Z0.0 M5ЃЛ 3ЁЂОЋялІЕ60H7Пз N200 T02 M06ЃЛЛЛT02КХЕЖОп N210 G00 G90 X0.0 Y0.0 S400 M03ЃЛ N215 G43 Z4.0 H02 M08ЃЛ N220 G98 G85 Z-17.0 R2.0 F40ЃЛОЋялІЕ60H7Пз N225 G80ЃЛ N230 G00 G49 Z10.0 M09ЃЛ N240 G28 G91 Z0.0 M5ЃЛ N250 T03 M06ЃЛЛЛT03КХЕЖОп ЁЁ 4ЁЂзъ6ИіжааФПз N340 T05 M06ЃЛЛЛT05КХЕЖОп N350 G00 G90 X60 Y0.0 S1000 M03ЃЛ N360 G43 Z4.0 H05 M08ЃЛ N370 G98 G81 Z-5.0 R2.0 F50ЃЛЙЬЖЈбЛЗЃЌзъжааФПз N380 M98 P0005ЃЛзгГЬађЕїгУ N385 G80ЃЛ N390 G00 G49 Z10.0 M09ЃЛ N395 G28 G91 Z0.0 M5ЃЛ ЁЁ O005ЃЛЃЈзгГЬађЃЉ N10 X56.57 Y56.57ЃЛЃЛ N20 X-56.57ЃЛ N30 X-60.0 Y0ЃЛ N40 X-56.57 Y-56.57ЃЛ N50 X56.57ЃЛ N50 M99ЃЛ |
 ГЕДВЕФНсЙЙгыЙЄзїдРэ
ГЕДВЕФНсЙЙгыЙЄзїдРэ ИмИЫАйЗжБэЕФЙЄзїдРэКЭЪЙгУЗНЗЈ
ИмИЫАйЗжБэЕФЙЄзїдРэКЭЪЙгУЗНЗЈ Z3040вЁБлзъДВЕФЕчЦјПижЦдРэЭМ
Z3040вЁБлзъДВЕФЕчЦјПижЦдРэЭМ Ъ§ПиЛњДВБфЦЕЦї1041БЈОЏЙЪеЯХХГ§Й§ГЬ
Ъ§ПиЛњДВБфЦЕЦї1041БЈОЏЙЪеЯХХГ§Й§ГЬ Ъ§ПиЛњДВжаЕФPLCБрГЬВНжш
Ъ§ПиЛњДВжаЕФPLCБрГЬВНжш X62WаЭЭђФмЯГДВНсЙЙМђЭМ
X62WаЭЭђФмЯГДВНсЙЙМђЭМЕчЙЄбЇЯАЭј ( )
GMT+8, 2023-3-16 19:03
Powered by © 2011-2022 www.shop-samurai.com АцШЈЫљга Утд№ЩљУї ВЛСМаХЯЂОйБЈ
ММЪѕЧ§ЖЏЮДРД! ЕчЙЄбЇЯАЭјЁЊзЈвЕЕчЙЄЛљДЁжЊЪЖЁЂЕчЙЄММЪѕбЇЯАЭјеОЁЃ
РИФПЕМКНЃК ЙЄПиМвдА | Ш§Стplc | ЮїУХзгplc | ХЗФЗСњplc | plcЪгЦЕНЬГЬ