ABC法是应用单元功率的概念,把繁杂的功率运算简化为台数运算的方法。该方法运用概率论的原理求出计算负荷与设备容量之间的关系,计算结果比较准确。这种方法可列表计算,简单易行。其计算公式为  式中,Pm为平均功率;α为计算系数,α=3时出现的概率为99.9%,α=1.5时出现的概率为93.3%,一般情况下取α=1.5即可。Σn为符合均方差,如令P为有功功率,则σn=sqrt(P2-Pm2)。 对于多台设备,ABC法的实用计算式为  式中,D为单台等值功率,取值越大,计算精度越低;一般取D=3kW;KL为利用系数。  各种设备的利用系数见表5-6。成组设备的利用系数A,B,C计算如下 系数A 按下式计算  式中,Ki表示等值台数,按Ki=Pni/D计算(Pni表示第i台设备的额定功率),并按四舍五入的原则取整数;ni为第i种设备的台数。 系数B按下式计算  系数C按下式计算  如欲求得计算电流,则需求得成组设备的功率因素。成组设备的功率因素角的正切值按下式计算  各种设备的cosφ和tanφ见表1。取得成组设备的计算功率Pc和功率因素以后,可按下式计算三相设备的电流 
表1 各种系数KL值
用电设备组名称
|
KL
|
C
|
cosφ
|
tanφ |
一般工作制小批生产用金属切削机床,小型车、刨、抛、铣、钻床、砂轮机等
|
0.10-0.12
|
4.5
|
0.50
|
1.73 |
一般工作制大批生产用金属切削机床,小型车、刨、抛、铣、钻床、砂轮机等
|
0.14
|
3.7
|
0.6
|
1.33 |
重工作制金属切削机床、冲床、自动车床、六角车床、粗磨、铣齿、刨、抛、立车、镗床等
|
0.16
|
3.3
|
0.53
|
1.51 |
小批生产金属热加工机床、锻锤传动装置、锻造机、拉丝机、清理转磨筒、碾磨机等
|
0.17
|
3.2
|
0.60
|
1.33 |
大批生产金属热加工机床
|
0.20
|
3.0
|
0.62
|
1.17 |
生产用风机
|
0.55
|
1.3
|
0.80
|
0.75 |
卫生用风机
|
0.50
|
1.5
|
0.80
|
0.75 |
泵、空气压缩机、电动发电机组
|
0.55
|
1.3
|
0.85
|
0.62 |
移动式电动工具
|
0.05
|
7.0
|
0.50
|
1.73 |
不联锁的提升机、皮带运输机、螺旋运输机等连续运输机
|
0.035
|
2.0
|
0.75
|
0.88 |
联锁的提升机、皮带运输机、螺旋运输机等连续运输机
|
0.50
|
1.5
|
0.75
|
0.88 |
吊车及电葫芦(e=100%)
|
0.15-0.20
|
3.5
|
0.5
|
1.73 |
电阻炉、干燥箱、加热设备
|
0.55-0.65
|
3.2
|
0.95
|
0.33 |
试验室用小型电热设备
|
0.35
|
2.0
|
1.00
|
0.00 |
3-10t电弧炼0.30钢炉
|
0.6-0.65
|
1.2
|
0.87
|
0.56 |
0.5-1.5t电弧炼钢炉
|
0.50
|
1.5
|
0.80
|
0.75 |
0.25-0.5t电弧炼钢炉
|
0.65
|
1.1
|
0.85
|
0.62 |
单头电焊用电动发电机组
|
0.25
|
2.5
|
0.60
|
1.33 |
多头电焊用电动发电机组
|
0.50
|
1.5
|
0.70
|
1.02 |
单头电焊变压器
|
0.25
|
2.5
|
0.35
|
2.67 |
多头电焊变压器
|
0.30
|
2.3
|
0.35
|
2.67 |
自动弧焊机
|
0.30
|
2.3
|
0.50
|
1.73 |
缝焊机及点焊机
|
0.25
|
2.5
|
0.60
|
1.33 |
对焊机及铆钉加热器
|
0.25
|
2.5
|
0.70
|
1.02 |
低频感应电炉
|
0.75
|
0.9
|
0.35
|
2.67 |
高频感应电炉(用电动发电机组)
|
0.75
|
0.9
|
0.80
|
0.65 |
高频感应电炉(用真空管振荡器)
|
0.65
|
1.1
|
0.65
|
1.17 | | 
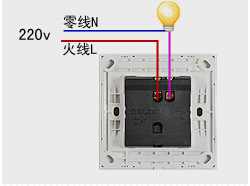 单联双控开关接线图
单联双控开关接线图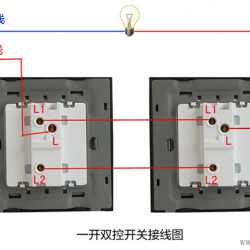 一开双控开关接线图_单控开关实物图_单控双
一开双控开关接线图_单控开关实物图_单控双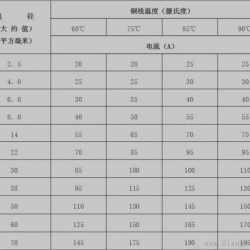 实用电工口诀大全
实用电工口诀大全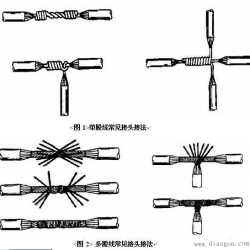 多股电线接头接法图解
多股电线接头接法图解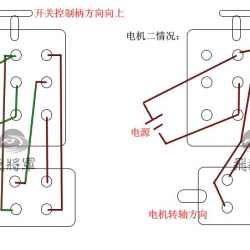 倒顺开关接线图_两相倒顺开关接线图_220v倒
倒顺开关接线图_两相倒顺开关接线图_220v倒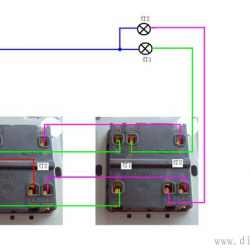 双开双控开关接线图解
双开双控开关接线图解