|
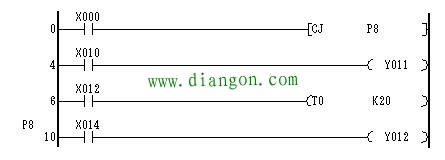
指针P(Ponit)用于分支和跳步程序。在梯形图中,指针放在左侧母线的左边。FXIS有64点指针(P0~P63),FXIN,FX2N,和FX2NC有128点指针(P0~P127)。 条件跳转指令CJ用于跳过顺序程序中的某一部分,以控制程序的流程。当图中的X0为ON时,程序跳转到指针P8处,如果X0为OFF,不执行跳转,程序按原顺序执行。跳转时,不执行被跳过的那部分指令。用编程器输入程序时图中的指针P8放在指令“LD X14”之前。多条跳转指令可以使用相同的指针。 指针可以出现在相应跳转指令之前,但是如果反复跳转的时间超过监控定时器的设定时间,会引起监控定时器出错。一个指针只能出现一次,如出现两次或两次以上,则会出错。如果用M8000的常开触点驱动CJ指令,相当于无条件跳转指令,因为运行时特殊辅助继电器M8000总是为ON。 P63是END所在的步序。在程序中不需要设置P63。
|
 三菱FX3UPLC输入接线
三菱FX3UPLC输入接线 plc控制电动机正反转梯形图_PLC实现电机正
plc控制电动机正反转梯形图_PLC实现电机正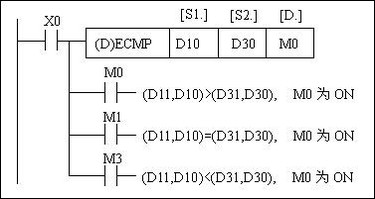 三菱PLC浮点数运算指令
三菱PLC浮点数运算指令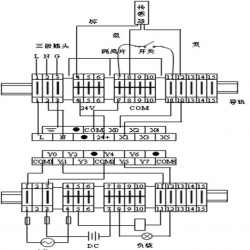 三菱plc输入输出接线图
三菱plc输入输出接线图 三菱PLC怎么连接电脑?三菱plc与电脑通讯设
三菱PLC怎么连接电脑?三菱plc与电脑通讯设 PLC计数器应用程序编程实例
PLC计数器应用程序编程实例电工学习网 ( )
GMT+8, 2023-7-31 10:22