2018-4-20 07:44| 编辑:电工学习网| 查看: 40485| 评论: 0|来自: DoubleL
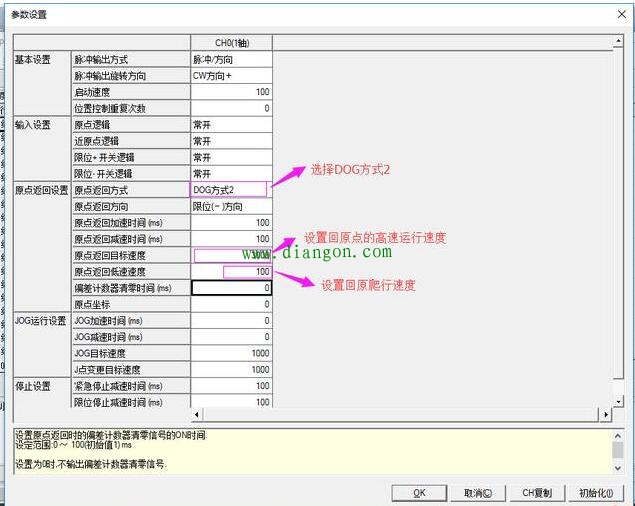
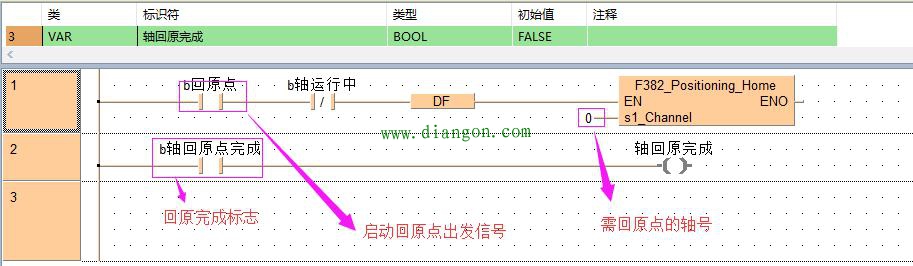
轴回原点设置参数表按照上图设置好轴回原点信息后,我们就可以在程序中轻松进行轴回原点的操作了,如下图所示:
轴回原控制梯形图介绍完回原点,那就介绍一下如何进行轴定位吧,在进行轴定位之前,我们需要对数据表进行以下设置,设置如下所示:
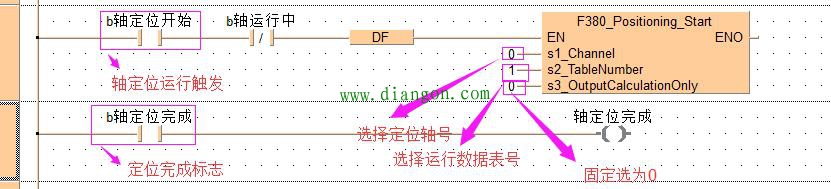
定位数据表设置如上图设置好之后,我们就可以通过运行F380指令来进行定位控制了,如下图所示:
数据表定位程序运行以上程序后,我们的控制器会向外部发送10000个脉冲,发送脉冲的频率为2000HZ。我们如何进行点动的运行呢?运行过程中怎样改变轴的速度呢?这就需要我们用到F381以及F385指令了,如下图所示:
点动控制及速度改写指令最后我们在介绍一下,轴信息读取指令,如下图所示:
轴信息读取指令
电工学习网 ( )
GMT+8, 2023-4-1 06:52
Powered by © 2011-2022 www.shop-samurai.com 版权所有 免责声明 不良信息举报
技术驱动未来! 电工学习网—专业电工基础知识、电工技术学习网站。
栏目导航: 工控家园 | 三菱plc | 西门子plc | 欧姆龙plc | plc视频教程

 学plc需要什么基础?怎样学习PLC?分享自己学
学plc需要什么基础?怎样学习PLC?分享自己学 用plc控制运料小车编程实例
用plc控制运料小车编程实例 西门子S7-200与变频器之间的MODBUS通讯
西门子S7-200与变频器之间的MODBUS通讯 PLC编程初学者必看 高手勿喷!
PLC编程初学者必看 高手勿喷! PLC的点动控制原理
PLC的点动控制原理 三菱FX3UPLC输入接线
三菱FX3UPLC输入接线