
|
三菱 一、条件跳转指令 条件跳转指令CJ(Conditional Jump,FNC00)用于跳过顺序程序中的某一部分,以控制程序的流程。指针P(Point)用于指示分支和跳步程序,在梯形图中,指针放在左侧母线的左边。 二、子程序调用与返回指令 子程序是为一些特定的控制目的编制的相对独立的程序。子程序调用指令CALL(Sub- Routine Call,FNC01)用于子程序的调用,各子程序用指针P0~P62及P64~P127表示。 三、中断指令 中断是计算机所特有的一种工作方式,指主程序的执行过程中,中断主程序的执行去执行中断子程序。 四、主程序结束指令 主程序结束指令FEND(First End,FNC06)表示主程序的结束和子程序的开始。 五、监控定时器指令 监控定时器又称看门狗,在执行FEND和END指令时,监控定时器被刷新(复位),PLC正常工作时扫描周期小于它的定时时间。 六、程序循环指令 程序循环指令由FOR 及NEXT两条指令构成。 FOR 指令用来表示循环区的起点,NEXT表示循环区终点,FOR与NEXT之间的程序被反复执行,执行完后,执行NEXT后面的指令。 |
 三菱FX3UPLC输入接线
三菱FX3UPLC输入接线 plc控制电动机正反转梯形图_PLC实现电机正
plc控制电动机正反转梯形图_PLC实现电机正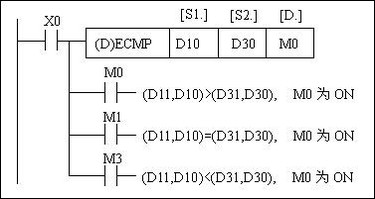 三菱PLC浮点数运算指令
三菱PLC浮点数运算指令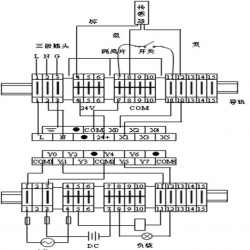 三菱plc输入输出接线图
三菱plc输入输出接线图 三菱PLC怎么连接电脑?三菱plc与电脑通讯设
三菱PLC怎么连接电脑?三菱plc与电脑通讯设 PLC计数器应用程序编程实例
PLC计数器应用程序编程实例电工学习网 ( )
GMT+8, 2023-5-7 04:53
 系列
系列