
|
如果发现同步电动机的定子接线处开焊,一般使用炭精钳修理,焊接材料可用磷铜焊料。这种焊料不会因发热而开焊,其接触电阻和机械强度均优于普通焊锡。在某些特殊情况下,可采用银铜焊料,其电导性能和机械强度又优于磷铜焊料。 焊接前,应使用细纱布将被焊导线清理干净。为保护线头附近的绝缘,应在线头附近包上浸水的石棉绳,以防止焊剂、焊料流入线圈缝内。使用炭精钳焊接时,碳精宜采用电阻较大的硬质电刷,不可使用铜石墨电刷。 焊接时,将炭精钳夹在已搭接好的导线上,断续接通电源,温度可控制在600-700℃之间。当导线出现暗红色时,将磷铜焊片置于焊缝内,待其熔化便断开电源,移去焊钳。 焊接后应使用电桥测量焊接处的直流电阻,测得值与安装时测量的原始电阻值相差不应超过±2%。 |
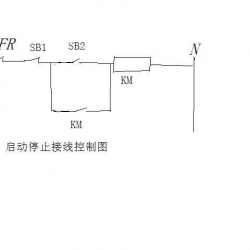 启动停止电路图_启动停止按钮接线图
启动停止电路图_启动停止按钮接线图 三相电动机绕线方法图解
三相电动机绕线方法图解 单相电动机双电容接法_单相双值电容异步电
单相电动机双电容接法_单相双值电容异步电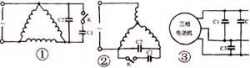 三相电机改单相电机电容接线方法图解
三相电机改单相电机电容接线方法图解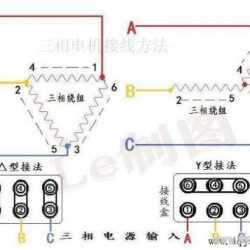 星三角启动原理图_星三角启动接线图-电动机
星三角启动原理图_星三角启动接线图-电动机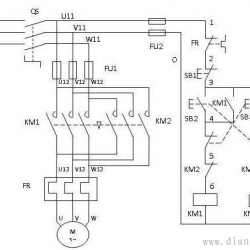 电工必知必懂:电动机正反转控制电路图实物
电工必知必懂:电动机正反转控制电路图实物电工学习网 ( )
GMT+8, 2023-4-19 23:55