
|
һ.����
����Ҫʵ��һ��װ�ж��ӹ��������ػ����ϱ���߱��Զ��������ܡ�ʵ�ֵ������������֮�䵶�ߵ�װж�봫�ݹ��ܵ�װ�ó�Ϊ�Զ�����ϵͳ�� �����Զ������ѹ㷺��������ϳ����ϳ�����괲����������ϻ���������������ʹ���Զ�����ϵͳ����Ͼ��ܵ�����ת̨���������������ػ�����ʹ�÷�Χ���������������������ʹ���ӹ�ʱ����ߵ�70% ��80%����������������ʡ����������һ�ΰ�װ����ɶ��ӹ����������������װ�Ķ�λ�������Ӷ���һ������˼ӹ����ȡ� �����Զ�����ϵͳӦ�����㻻��ʱ��̣������ظ���λ���ȸߣ����ߴ��������㹻���ṹ���գ��������졢ά�ޡ�������Ӧ�з�м������װ�ã�����Ӧ������Ҫ��ͬʱҲӦ���нϺõĸ��ԣ������������С����ת��ȫ�ɿ����ص㡣 �����Զ�����ϵͳ����ʽ�;���ṹ�����ػ��������岼�֡������ʺ����ɿ��Զ���ֱ�ӵ�Ӱ�졣 ��.��ɼ�����ʽ �����Զ�����ϵͳ�ɵ��⡢ѡ�����������߽�������(���е��)�������������ϵ��Զ�װж�����Ȳ�����ɡ��Զ�����ϵͳ����ʽ�Ƕ��ֶ����ģ�������ԭ�����ṹ�ĸ��ӳ̶�Ҳ��ͬ����һ��ɷ�Ϊ���������ࣺ �� �� 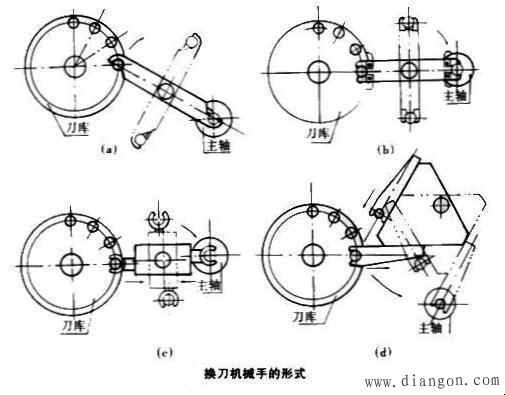 ����������������������ͼ1 ������е�ֵ���ʽ ����ͼ1��a������b������c��Ϊ˫�ۻ�ת��е�֣���ͬʱץȡ��װж��������ᣨ���м����װ�ã��ϵĵ��ߣ�����������ʱ��̡�ͼ��d����Ȼ����ͬʱץȡ����������ϵĵ��ߣ���������ʱ�估�������ص����ʱ������ӹ�ʱ���ظ����������ʱ��Ҳ�̡ܶ� ����ץ���˶���������ת�˶���Ҳ������ֱ���˶���ͼ1��a��Ϊ���֣�ץ���˶�Ϊ��ת�˶�;ͼ��b��Ϊ���֣�ץ���˶�Ϊ������ָ��ת����c���ͣ�d��Ϊ���֣�ץ���˶�Ϊֱ���˶�������ץ���˶��Ĺ켣��ͬ�����ֻ�е�ֵ�Ӧ�ó���Ҳ��ͬ��ץ���˶�Ϊֱ��ʱ����ץ�������п��Ա��������ڵĵ������������Ե������е������н���ʱ�����ò浶�֡������ֺͱ�����ץ���˶��Ĺ켣ΪԲ�����������ڵĵ������������Ҫ�ʵ����ӵ����е���֮��ľ��룬������ƻ�е�ֵ���״���䰲װλ�á� ��.���ߵļг�
�������߱���װ�ڱ��ĵ����ڣ��ҹ�TSG����ϵͳ�涨�˵���������ֱ����7��24�ȵ������ࡣ�ֱ�����Բ���������Բ������ף���ṹ����ͼ2��ʾ��ͼ��3Ϊ������λ���гֲ�λ��2Ϊ��е��ץȡ��λ��1Ϊ���� �����ڴ�������Ť�أ�4Ϊ�ݿף�����װ�ɵ������ˣ������������á����ߵ�����ߴ�;���ߴ�Ӧ���ڵ������ϵ����ã��ſ�װ�뵶���С�˿���µ�Ҫ��װ�ڸ����о��ڣ���װ��������ڡ�Բ���ε�����ʹ��ʱ��������;���н����������ṹ���ӣ�������װ���ȸߣ���ĥ������Զ���������������ĥ��Ҳ�������Ӱ�쵶�ߵİ�װ���ȡ��ڻ��������У����ڻ�е��ץס����Ҫ�����ٻ�ת���Ρ��嵶�ߵĶ�������Ҫ��֤�������۵ĽǶ�λ�ö������ϵ�����������ˣ���е�ֵļгֲ���Ҫʮ�ֿɿ�������֤���ʵ��ļн�������צҪ������װ�ã��Է�ֹ�����ڻ���������ת�������䡣 ���������������� 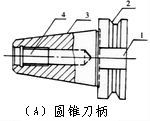 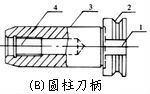 ����������������������������ͼ2 Բ������Բ������ ������е�ּгֵ��ߵķ������������ࣺ �� ����������ǰ����V�βۣ�����е�ּг��ã�Ŀǰ�ҹ����ػ����϶�������ּгַ�ʽ����ͼ3��ʾΪ��е�����ƽṹʾ��ͼ���ɹ̶�צ7���צ1��ɣ��צ1������2��ת����һ���ڵ�������6�������£�֧���ڵ���3�ϣ�������˨5�Ա��������ʵ��ļн�����������4ʹ�צ1�ι̼гֵ�������ֹ�����ڽ������������ѡ�������4Ҫ����ѹ�������ɻצ1���Ա�ץ�����ɵ�ʱ��צ�ӵ���V�β����˳��� ���������������� 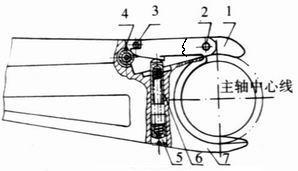 ��������������������������ͼ3 ��е�����ƽṹʾ��ͼ �� ������������ʽ�г֣�Ҳ�ƾ���гֻ��ʽ�г֣���ͼ4��ʾ���ڵ�����ǰ���й���е�ּг��õķ����̣�ͼ����ʾΪ���ô����μ���ķ����̹���е�ּг��á� ������������ 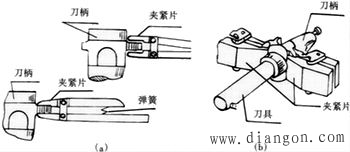 ��������������������������������ͼ4 ������ʽ�г� �� ��ͼ��a����ͼΪ�ɿ�״̬����ͼΪ�г�״̬�����÷�����ʽ�гֵ�ͻ���ŵ��ǣ��������м����װ��ʱ�����Ժܷ���ش�һ����е�ֹ��ɵ���һ��������е����ȥ����ͼ��b����ʾ��������ʽ�гַ�ʽ�����������϶࣬�����ʽ�гַ�ʽӦ�ù㷺�� ��.����ԭ��
����������JCS��018A������ʽ��ϳ��Ϊ������˵���Զ�����ϵͳ�Ĺ���ԭ�������Զ�����ϵͳ����ʽ����͵��߽���װ����ɡ����ⰲװ�ڻ������������ϣ���������Ϊ16�ѵ��ߣ�������е�ְ�װ�ڵ��������֮�䡣��е�ֽ����ߴӵ�����ȡ���������������ϣ�Ȼ���ù��ĵ����ͻص��⡣���Զ������������̼������£� �� �� �� �� �� �� �� �����û���ʹ�û�תʽ����˫�ֻ�е�ֻ��������Զ����������У���е��Ҫ���ץ�����ε������������Ϻ͵����ϵĵ��ߡ��嵶��λ�ȶ�������Щ������Һѹϵͳ��������ɡ������Զ�����ϵͳ�ṹ�������ɿ�����������Ҳ�٣��õ��˹㷺Ӧ�á� ������������������ 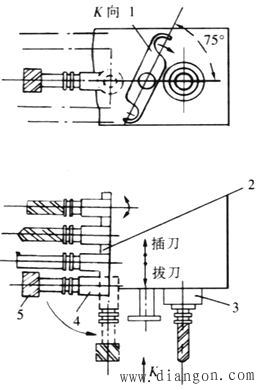 ������������������������ͼ5 �Զ���������ʾ��ͼ |
 �����Ľṹ�빤��ԭ��
�����Ľṹ�빤��ԭ�� �ܸ˰ٷֱ��Ĺ���ԭ����ʹ�÷���
�ܸ˰ٷֱ��Ĺ���ԭ����ʹ�÷��� Z3040ҡ���괲�ĵ�������ԭ��ͼ
Z3040ҡ���괲�ĵ�������ԭ��ͼ ���ػ�����Ƶ��1041���������ų�����
���ػ�����Ƶ��1041���������ų����� ���ػ����е�PLC��̲���
���ػ����е�PLC��̲��� X62W������ϳ���ṹ��ͼ
X62W������ϳ���ṹ��ͼ�繤ѧϰ�� ( )
GMT+8, 2023-3-21 15:21