
|
永磁电机生产流程:
先上定子组装部分的照片:
定子尺寸比较多,目前公司主要有3.7KW~~160KW的多种机型; 扎线部分,铜线从成圈的铜线,通过一个绕线治具夹,绕成不同大小,不同匝数的线圈(伺服来计圈数):
扎好的线和定子叠片进入坎线工作站:
坎好的线,会有个整线的工序,是将定子两头铜线整理,同时扎上绳子;让两头平,内径平整,不影响外壳,转子及端盖组装:
做完这个后,会是用氢氧机将漆包线的绝缘烧掉,同时焊上高温导线,然后进行测试(电阻,电感及绝缘测试):
这时产品会生成自己的编号,有纸本档的测试资料。 就上面的两道工序,我们有请小日本评估过自动坎线机,但由于我们的电机定子比较长,然后是内嵌;所以绕线杆的设计的力达不到,所以没有做。个人想法:铜线圈放置的部分看可以修改放置方式不,节省点空间;然后是测试的部分,用PC加通讯的仪器来测试,使用高压继电器来切,至少安全点,测试数据与产品编号走电子化的流程。 浸漆工艺:
浸漆的目的是增加绝缘和改善散热,这部分有些公司采用灌胶工艺,这个导入的话,电机性能应该是会提升,但是电机成本会增加,但是对生产工艺流程会改善。特别是真空灌胶工艺,只是真空腔对于大电机,所需的真空腔也很大,设备成本,抽真空时间都需要考虑。 浸漆后的定子,外表会稍作打磨,然后将外壳加热(磁共振加热),套上去:
转子的组装,先是贴磁钢,将磁钢表贴在转子叠片上,然后套上钢圈:
这个部分,想找非标的做成自动化的,因为产品类少,然后动作也不复杂;而以前出货的产品出现过几次磁钢极性贴错的。 接着将贴好磁钢的叠片,通过压床装配到转子轴上:
压好的轴会在动平衡上作动平衡测试,通过不平衡泥来保证转子的重心在轴线上,动平衡后,会热套装上轴承及端盖:
定子和转子单独组装完毕后,就是将两个组装起来:
我们的电机设了安装外壳,所以后面还有个安装外壳组装。 |
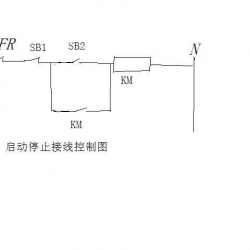 启动停止电路图_启动停止按钮接线图
启动停止电路图_启动停止按钮接线图 三相电动机绕线方法图解
三相电动机绕线方法图解 单相电动机双电容接法_单相双值电容异步电
单相电动机双电容接法_单相双值电容异步电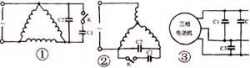 三相电机改单相电机电容接线方法图解
三相电机改单相电机电容接线方法图解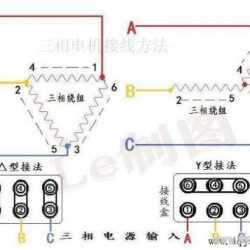 星三角启动原理图_星三角启动接线图-电动机
星三角启动原理图_星三角启动接线图-电动机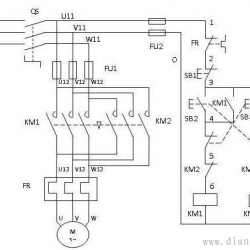 电工必知必懂:电动机正反转控制电路图实物
电工必知必懂:电动机正反转控制电路图实物电工学习网 ( )
GMT+8, 2023-4-21 23:17






















