|
以外圆磨床为例: 其典型加工模式包括如下四种:
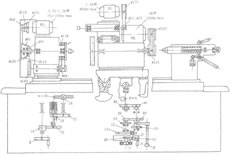
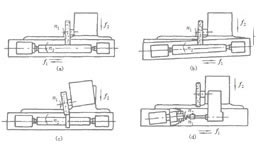
1、磨外圆 如上图(a)所示,加工所需的运动为: (1)砂轮旋转运动 (2)工件旋转运动 (3)工件纵向往复运动 (4)砂轮横向进给运动 2、磨长圆锥面 如上图2(b)所示,所需的运动和磨外圆时基本一致,所不同的是将工作台调节至一定的角度位置。这时,工件回转中心与工作台纵向进给方向不平行,所以磨削出的表面是圆锥面。 3、磨短外圆锥面 如上图2(c)所示,将砂轮调整至一定的角度位置,工件不作往复运动,砂轮作连续的横向切入进给运动。 4、磨内锥孔 如上图2(d)所示,将工件装夹在卡盘上,并调整至一定的角度位置。这时磨外圆的砂轮不转,磨削内孔的内圆砂轮作高速旋转运动,其他运动与磨外圆类似。 对上述4种典型表面加工进行运动分析,可以得出,机床应具有下列运动。 (1)主运动:如上述①磨外圆砂轮的旋转运动 (2)进给运动:如上述①工件旋转运动 (3)辅助运动:对上例,包括砂轮架的快速进退、工作台的快速进退及手动操作,尾座套筒的退回;此外,还包括切削液的开关等。这些辅助运动需要对动力源进行起动停止、档位转换等控制。 机床的典型运动由其电气控制系统控制机械传动机构或液压传动机构来实现。如下图是外圆磨床的传动系统简图。
在该机床中,工作台的纵向往复运动机构,砂轮架的快速进退和周期自动切入进给机构,尾座顶尖套筒的缩回传动机构,砂轮架丝杆螺母间隙消除机构,以及手动互锁机构等,都是由液压传动配合机械传动来实现的。此外的其它运动都是由机械传动直接实现。 例如,驱动内外圆砂轮高速旋转的主运动电机,都是经过一级皮带轮的机械传动装置;而尾座顶尖套筒则是由液压缸经机械传动装置,来驱动其缩回运动的。 |
 车床的结构与工作原理
车床的结构与工作原理 杠杆百分表的工作原理和使用方法
杠杆百分表的工作原理和使用方法 Z3040摇臂钻床的电气控制原理图
Z3040摇臂钻床的电气控制原理图 数控机床变频器1041报警故障排除过程
数控机床变频器1041报警故障排除过程 数控机床中的PLC编程步骤
数控机床中的PLC编程步骤 X62W型万能铣床结构简图
X62W型万能铣床结构简图电工学习网 ( )
GMT+8, 2023-3-8 20:20
 ,它是磨削外圆的主运动;
,它是磨削外圆的主运动; ,它是工件的圆周进给运动;
,它是工件的圆周进给运动; ,它是磨削出工件全长所必须的纵向进给运动;
,它是磨削出工件全长所必须的纵向进给运动; ,它是间歇的切入运动。
,它是间歇的切入运动。 ;②磨内孔砂轮的旋转运动
;②磨内孔砂轮的旋转运动 ;主运动通常要求能够实现起动、停止、换向和变速等功能。如果有两个或更多主运动(如上例),有时需要用两个
;主运动通常要求能够实现起动、停止、换向和变速等功能。如果有两个或更多主运动(如上例),有时需要用两个 ;②工件纵向往复运动
;②工件纵向往复运动 ;③砂轮横向进给运动
;③砂轮横向进给运动 ;这些进给运动除了有与主运动相同的要求以外,有些机床还要求对其进行间歇性周期进给或往复周期进给,如上例,有的机床则要求对进给运动的速度进行连续控制,如加工特种曲面的数控铣床等。
;这些进给运动除了有与主运动相同的要求以外,有些机床还要求对其进行间歇性周期进给或往复周期进给,如上例,有的机床则要求对进给运动的速度进行连续控制,如加工特种曲面的数控铣床等。