|
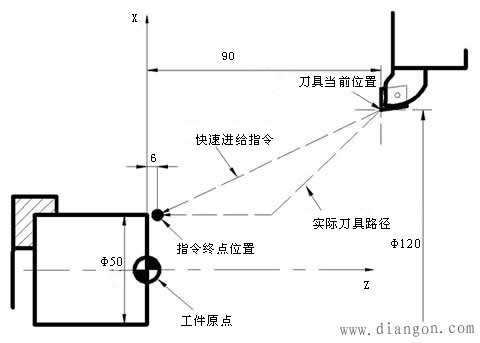
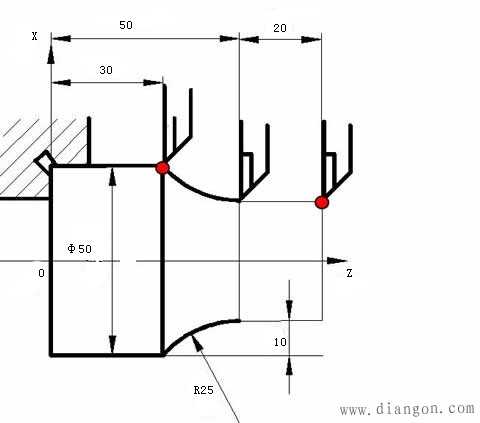
1)G00、G01、G02、G03 快速点定位G00 X(U)_ Z(W)_ ; 直线插补G01 X(U)_ Z(W)_ F_ ;
G00
G01、G02
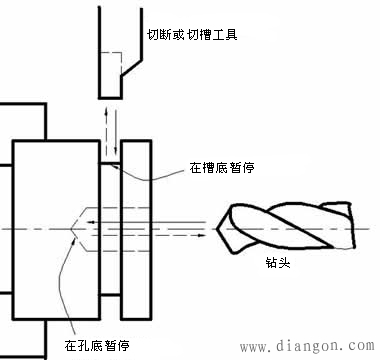
2)暂停指令G04 在车削加工中,该指令可用于车削环槽、不通孔以及加工螺纹等场合,如图所示。
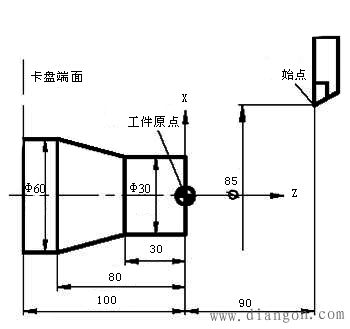
指令格式为 G04 P_ ;单位为:s。 3)工件坐标系设定指令G50(华中数控为G92)
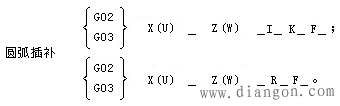
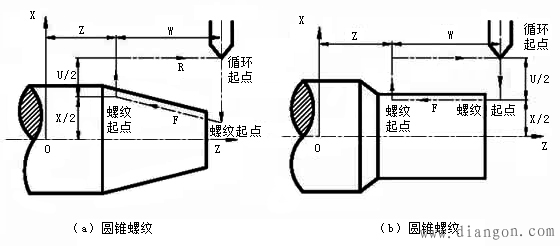
4)车削常用固定循环指令 (1)螺纹切削循环指令G92(华中数控为G32) 程序段格式为 G92 X(U)_ Z(W)_ I_ F_ ;
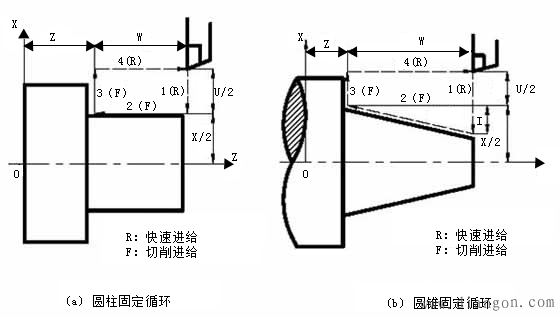
(2)单一形状圆柱或圆锥循环指令G90(华中数控为G80) 程序段格式为 G90 X(U)_ Z(W)_ I_ F_ ;
|
 车床的结构与工作原理
车床的结构与工作原理 杠杆百分表的工作原理和使用方法
杠杆百分表的工作原理和使用方法 Z3040摇臂钻床的电气控制原理图
Z3040摇臂钻床的电气控制原理图 数控机床变频器1041报警故障排除过程
数控机床变频器1041报警故障排除过程 数控机床中的PLC编程步骤
数控机床中的PLC编程步骤 X62W型万能铣床结构简图
X62W型万能铣床结构简图电工学习网 ( )
GMT+8, 2023-5-3 02:18