|
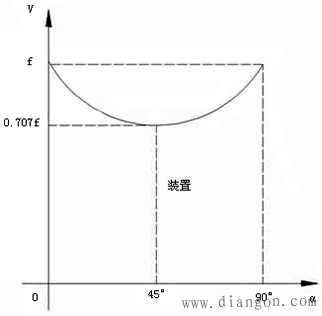
1)直线插补的速度分析 直线加工时,有
其中,L为直线长度;V为刀具进给速度;N为插补循环数;f为插补脉冲的频率。 插补循环数N为
其中,α为直线与X轴的夹角。则
若f不变,加工0°和90°直线时,刀具进给速度最大(为f);加工45°倾角的直线时刀具进给速度最小(0.707f),如图1所示。
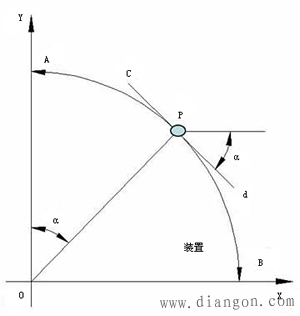
2)圆弧插补的速度分析 如图所示刀具在P点的速度与插补切线cd的速度基本相等:
可知,加工圆弧时刀具进给速度是变化的:0°和90°附近最快(为f),45°附近最慢(为0.707f),在(1~0.707)f间变化。 |
 车床的结构与工作原理
车床的结构与工作原理 杠杆百分表的工作原理和使用方法
杠杆百分表的工作原理和使用方法 Z3040摇臂钻床的电气控制原理图
Z3040摇臂钻床的电气控制原理图 数控机床变频器1041报警故障排除过程
数控机床变频器1041报警故障排除过程 数控机床中的PLC编程步骤
数控机床中的PLC编程步骤 X62W型万能铣床结构简图
X62W型万能铣床结构简图电工学习网 ( )
GMT+8, 2023-4-22 03:09