
|
一、机械与电气调速方法: 机械、电气、液压、气动 电气调速优点:简化机械变速机构、提高传动效率、操作简单、易于获得无级调速、易于远距离和远程操作 二、生产机械对自动调速系统技术指标的要求 一)、静态技术指标 1.静差度S:速度稳定性指标。静差度表示出生产机械运行时转速稳定的程度。用S表示,当负载变化时,生产机械转速的变化要能维持在一定范围之内,即要求静差度S小于一定数值。可知:电动机的机械特性愈硬,则静差度愈小,转速的相对稳定性就愈高。在一个调速系统中,如果在最低转速运行时能满足静差度的要求,则在其他转速时必能满足要求。 2.调速范围在额定负载下允许的最高转速和在保证生产机械对转速变化率要求的前提下所能达到的最低转速之比称为调速范围,用D表示。 3.调速的平滑性调速的平滑性,通常是用两个相邻调速级的转速差来衡量的。在一定的调速范围内,可以得到的稳定运行转速级数越多,调速的平滑性就越高,若级数趋近于无穷大,即表示转速连续可调,称为无极调速。不同的生产机械对调速的平滑性要求也不同,有的采用有极调速即可,有的则要求无级调速。 调速范围D与静差度S之间的关系 现以改变直流电动机电枢外加电压调速为例,说明调速范围D与静差度S之间的关系。  该式表示出最高速度、最低速度、静态速降和静差度四者之间的关系。通常最高速度由系统中所使用电动机的额定转速决定;静差度S和调速范围D由生产机械的要求决定。当上述三个参数确定后,则要求静态速降是一个定值。 二)、动态技术指标 生产机械由电动机拖动,在调速过程中,从一种稳定速度变化到另一种稳定速度运转(启动、制动过程仅是特例而已),由于有电磁惯性和机械惯性,过程不能瞬时完成,而需要一段时间,即要经过一段过渡过程,或称动态过程。实际上,生产机械对自动调速系统动态品质指标的要求除过渡过程时间外,还有最大超调量、振荡次数等。 最大超调量Mp超调量太大,达不到生产工艺上的要求,但太小,则会使过渡过程过于缓慢,不利于生产率的提高等,一般为10%~35%。 过渡过程时间T从输入控制(或扰动)作用于系统开始直到被调量n进入(0.05 ~0.02)n2稳定值区间时为止(并且以后不再越出这个范围)的一段时间,叫作过渡过程时间。 振荡次数 N在过渡过程时间内,被调量n在其稳定值上下摆动的次数。 |
 一阶和二阶系统的动态特性参数
一阶和二阶系统的动态特性参数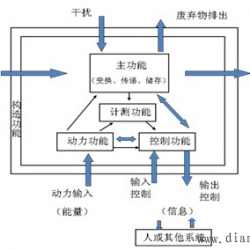 机电一体化系统的功能构成和组成要素
机电一体化系统的功能构成和组成要素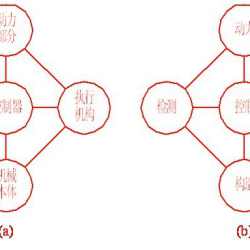 机电一体化系统的基本组成要素
机电一体化系统的基本组成要素 转矩、转动惯量和飞轮转矩的折算
转矩、转动惯量和飞轮转矩的折算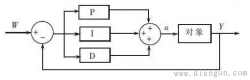 pid控制原理框图
pid控制原理框图 机电传动系统的稳定运行条件
机电传动系统的稳定运行条件电工学习网 ( )
GMT+8, 2023-5-25 09:12