һ.��ת���ܻ���������ת���ܻ���װ�ã������� ���س���������Ƴ��ķ����������ܻ�Բ��ʽ����װ�����ܣ�����Ӧ�ذ�װ�İѡ����ѻ����ĵ��ߡ� �������������������������� 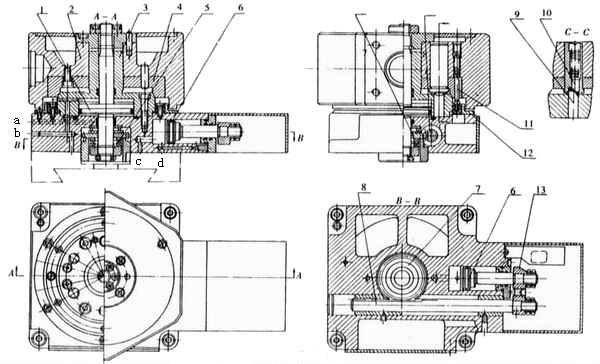 ���Ķ�����������ָ����У���Һѹϵͳͨ����Ż���˳���п��ƣ��乤��ԭ�����£� ��  ����̧�𣺵�����װ�÷���ָ���ѹ������a����ѹ������ǻ��ʹ����1����������2̧��ʹ��λ�û����10��̶�����9�ѿ���ͬʱ���������¶˵Ķ˳������5����׳���7��ϡ� �� ����תλ��������̧���ѹ���ʹ�c����תλ����ǻ������6�����ƶ���ͨ���Ӱ�13��������8�ƶ���ʹ���׳���7��ͬ�˳������5��ʱ����ת60�㣬ʵ�ֵ���תλ���������г�Ӧ���ڳ���7��Բ�ܳ���1��6��������λ���ؿ��ơ� �� ����ѹ��������תλ��ѹ���ʹ�b����ѹ������ǻ������1����������2�½�����3�ĵ����Ͼ�ȷ�ذ�װ6����бШ��Բ���̶�����9�����û��10������λ�����֮��ļ�϶��ʵ�ַ�����λ��������2�½�ʱ����λ���������һ���̶�����9������ͬʱ��3���4����Ӵ����������µ�λ���϶�λ��ѹ������ʱ���������������׳����ѿ��� �� תλ��λ ����ѹ����ѹ���ʹ�d����תλ����ǻ������6����������λ�����ڴ�ʱ�˳���������ѿ��������������������Ͽ�ת�������λ��ѹ�������������Ƹ�11����Ӧ�Ĵ�ͷ12�Ӵ��������źű�ʾ����ɻ������̣��ɽ��������ӹ����� �� ��ת���ܻ��ɲ��õ��-���ϻ���תλ������̶�λ���Լ�����תλ�Ͷ�λ������ ��������һ�ֱȽϼĻ�����ʽ�����ֻ���������ͷ����һ��ת�����⣬����ͷ����ʽ����ʽ���֡���ͼ6-22��ʾ��TK-5525������ת��ʽ��ϳ�������ͼ���˷�������ͷ��ת��ͷ����װ�а˸����ᣬÿ��������װ��һ�ѵ��ߡ����ݹ����Ҫ��˳���Զ��ؽ�װ������Ҫ�ĵ��ߵ�����ת������λ�ã��Դ�ʵ���Զ�������ͬʱ��ͨ�������������ڹ���λ���ϵ���������������ѿ���ת��ͷ��תλ�ɲ��ֻ�����ʵ�֡� �������������������� 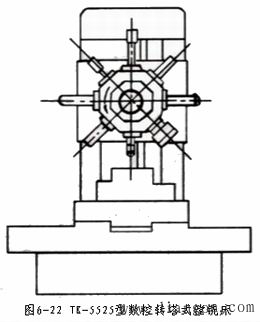 �������ֻ���װ�õ��ŵ�����ʡȥ���Զ��ɼС�ж����װ���Լ����߰��˵�һϵ�и��Ӳ������Ӷ������˻���ʱ�䣬������˻����Ŀɿ��ԡ��������ڿռ�λ�õ����ƣ�ʹ���Ჿ���ṹ������Ƶ�ʮ�ּ�ʵ�����Ӱ��������ϵͳ�ĸնȡ�Ϊ�˱�֤����ĸնȣ���������������Ŀ������ʹ�ṹ�ߴ������ӡ�������Щ�ṹ�ϵ�ԭ��ת������ͷͨ��ֻ��Ӧ�ڹ�����١�����Ҫ��̫�ߵĻ��������������괲��ϳ���ȡ�
��.���������任��
�����е����ػ�������ϻ���һ�������ö����������䣬���ø���������ﵽ������Ŀ�ģ���ͼ6-23��ʾ����������������������8�����ż������õ�������2��7�������������ĵ����ϣ�װ��ͬ�����е�С��I��II������������������������ͷ֮���������������䡣���ݼӹ�Ҫ����ѡ������������䣬����С���������������䴦����������С��I�ϣ�С��I��������ճ�IIͬʱ���е���������ͷ����ĸ���λ�á�����һ��������ɺ���ͷ����������1����������λ�ã�����ͷ�ϵļн��������������ɿ�����λ��Ҳ�Ӷ�λ���аγ����Ƹ˻������ù���������1�Ӷ���ͷ���Ƶ�С��II�ϡ�ͬʱ�ֽ������������С��I�Ƶ���������ͷ�ϣ������ж�λ�н���Ȼ����ͷ�����������½���ʼ�µļӹ������ͬʱ����С������������⣬ͣ�ڴ������������ԡ����Ƹ˻������´δ���������������С��I�������ù����������С��II������������еĿ�λ��С����һ�������´δ��������������е���������ͷ�ĸ���λ�ô����ȴ���һ�λ��䡣ͼʾ��������ͨ����е��10���ڵ���9��������1֮����е��߽�����������ʽ�Ļ��������ڼӹ���������������Դ����������ʡ�
������������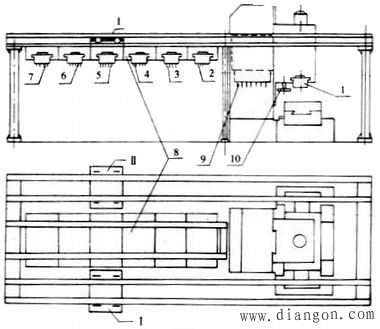
������������������������������ ͼ6-23 ���������任��
��.���������
�������ӹ����յķ�Χ�ܹ㣬���赶�����ܶ࣬�����������������ʱ�����Բ��ö������浶�����Զ��������⣬�ٴӸ�����ĵ�����ѡ������ĵ��ߡ����ֻ�������һ̨����������Ҳ�����ö�̨��������Զ������ߡ�
����ͼ6-24Ϊ��ʾ��ͼ���ڸ�������ʱ�������������ŵ�������������ijһ�մ����9ǰ��ʹ�����ϵĵ����а嵼��2�봢���9���а嵼��3�����ɿ��ĵ���1������װ�ô��������봢���9�ϡ��������������ƶ���Ԥ��ѡ���ĵ��ⴢ���ǰ��ͼ6-24�е�4��5��6��7��8��ijһλ�ã�����ʹ���а嵼�컥�������������װ�ð�ѡ���ĵ���Ӵ�����а���������������ĵ������ڶ�λ���н���
����������������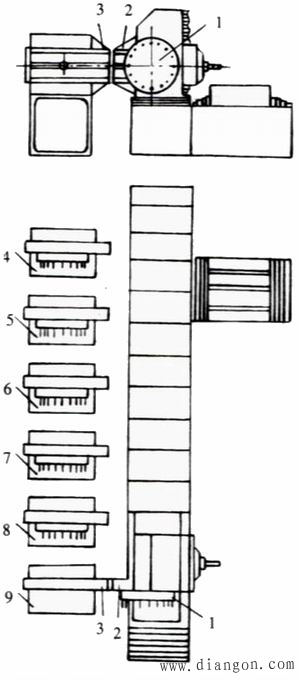
������������������������ͼ6-24 ���������
| 
 �����Ľṹ�빤��ԭ��
�����Ľṹ�빤��ԭ�� �ܸ˰ٷֱ��Ĺ���ԭ����ʹ�÷���
�ܸ˰ٷֱ��Ĺ���ԭ����ʹ�÷��� Z3040ҡ���괲�ĵ�������ԭ��ͼ
Z3040ҡ���괲�ĵ�������ԭ��ͼ ���ػ�����Ƶ��1041���������ų�����
���ػ�����Ƶ��1041���������ų����� ���ػ����е�PLC��̲���
���ػ����е�PLC��̲��� X62W������ϳ���ṹ��ͼ
X62W������ϳ���ṹ��ͼ